






Standardní svařovací hlava

Kompaktní svařovací hlava

Hlava pro vnitřní svařování

Hlava pro svařování do úzké mezery












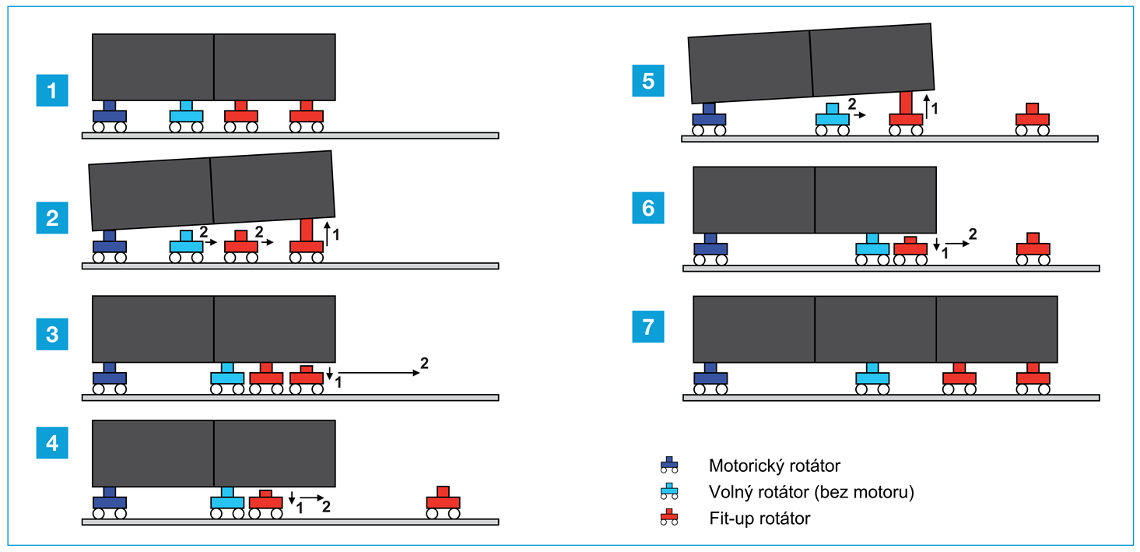
Integrovaná periferní zařízení - polohovadla, seamery, stoly a pod
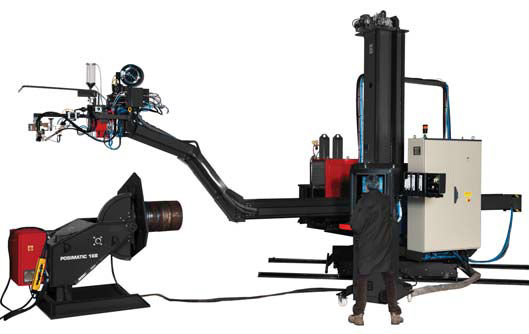
Speciální konfigurace podle výrobní a dispoziční specifikace zákazníka

Dodávky zařízení nestandardních rozměrů a provedení